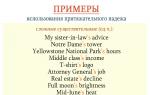
СХЕМА СЛОЕВ ЛАМИНАТА
- Защитный слой (оверлей) предназначен для защиты от внешних воздействий.
- Декоративный слой - это специальная бумага, имитирующая структуру и цвет различных пород деревьев или керамической плитки.
- Плита ХДФ - основа ламината, древесноволокнистая плита высокой плотности.
- Стабилизирующий слой предназначен для защиты HDF плиты от деформации и защиты ламината от влаги.
- Замковая система при помощи этих замков панели ламината плотно скрепляются между собой без применения клея.
Ламинат технология
Изготовление ламината из плиты HDF c импрегнацией верхних слоев - это процесс состоящий из следующих этапов:
- облицовывание плиты;
- распил и фрезерование панелей;
- упаковка.
Импрегнация - это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс. В основном производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
Ламинат завод производит ламинат прямого прессования DPL. При технологии DPL происходит одновременное спрессовывание при высокой температуре всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, которые при горячем прессовании (до 200°С) плавятся и склеивают поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Облицовывание плит
Для получения ламинированной плиты необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем.
Распилка и фрезерование панелей
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината.
Упаковка
Происходит упаковка в термоусадочную полиэтиленовую (ПЭ) пленку готового ламината.

Оборудование для производства ламината
Состоит из:
1. Горячий пресс для ламинирования плит HDF высокого давления
Применяются при производстве ламината. Прессы изготавливаются под различные размеры плит ХДФ: 2800Ч2070 мм, 2440Ч1830 мм, 2440Ч2070 мм. Прессы высокого давления "ZYX" имеют различную производительность и усилие прессования, поставляются с подающим и приемным столом.

Технические особенности
| Технические характеристики | ||
| Модель | ZYX1400 | ZYX1600 |
| Общее давление (т) | 1400 | 1600 |
| Удельное давление (кг/см2) | 27,4 | 27,4 |
| Расположение цилиндров | верхнее | верхнее |
| Диаметр гидроцилиндров (мм) | 340 | 380 |
| Количество гидроцилиндров (шт) | 6 | 6 |
| Производительность (шт/день) | 1200 | 1200 |
| Размер плиты (мм) | 2440х1830 | 2800х2070 |
| Максимальное раскрытие плит (мм) | 200 | 200 |
| Мощность бойлера (КВт) | 31 | 31 |
| Габаритные размеры (мм) | 3300х2000х3500 | 3700х2200х3500 |
| Масса станка (кг) | 17000 | 20000 |
2. Станок для раскроя ламината DP-2700
Предназначен для распиловки ламината на необходимые размеры для последующего фрезерования замков. У каждого производителя свои размеры ламината.

| Технические характеристики | |
| Максимальная ширина плиты (мм) |
2700 |
| Максимальная высота пропила (мм) | 30 |
| Диаметр пил (мм) |
180-250 |
| Посадочный диаметр пил (мм) |
75 |
| Частота вращения пил (об/мин) |
2500 |
| Суммарная мощность (КВт) | 23,7 |
| Скорость подачи (м/мин) |
3-15 |
| Габаритные размеры (мм) | 2000х3300х1350 |
| Масса станка (кг) | 3450 |
3. Линия фрезерования ламината FHZ525+FHH625
Автоматическая высокоскоростная линия предназначена для изготовления замка (Click) на ламинате. Она оснащена дополнительными прирезными шпинделями, что исключает сколы по всему периметру заготовки и гарантирует высокое качество готового изделия. Рабочая поверхность стола оснащена твердосплавными платинами, что обеспечивает долговечность работы оборудования и уменьшает износ поверхности стола. Приемный стол оснащен автоподатчиком заготовок для увеличения скорости подачи до 80 м/мин.

 |
Немецкий электромотор SEW с высоким крутящим моментом и встроенным индустриальным контроллером подачи PID, достигающий высокой скорости подачи 80 м/мин. |
 |
Разработанные V-HOLD прецизионные линейные направляющие с твердосплавными пластинами для высокоскоростных подач (увеличивают износостойкость и уменьшают трение о стол). |
 |
Система контроля - SIEMENS с мультифункциональным и интуитивно понятным интерфейсом, легкость управления и настройки. |
 |
Французская система подготовки воздуха Legris. |
 |
Опционально поставка алмазного инструмента. |
 |
Контроль размера входного материала для безопасной работы. |
 |
Система воздушного обдува высокого давления, удаляющая пыль и стружку с направляющих и стола. |
 |
Контроль заготовки по толщине на шипорезе. |
 |
Твердость покрытия стола HV-700-1000, уровень твердости YG8. |
 |
Запатентованные вертикальные шпиндели для прецизионной фрезеровки деталей. |
 |
Пылезащитные инверторы компании SIEMENS. |
 |
Комбинированная система подачи равномерно распределяет давление по всей площади обрабатываемой заготовки. |
| Технические характеристики | |
| Автоподатчик | SSJ01 |
| Скорость подачи (м/мин) | 20-80 |
| 0,75 | |
| Габариты (мм) | 3100х600х1400 |
| Продольно-фрезерный станок | FHZ525 |
| Максимальная ширина обработки (мм) | 250 |
| Минимальная ширина обработки (мм) | 95 |
| Скорость подачи (м/мин) | 20-80 |
| Мощность привода подачи (КВт) | 9 |
| 6000-8000 | |
| 6х8КВт | |
| 4х6,5КВт | |
| 1,5 | |
| Диаметр шпинделей (мм) | 40 |
| 280 | |
| 120 | |
| Суммарная мощность (КВт) | 83 |
| Транспортер | SSJ02 |
| Скорость подачи (м/мин) | 20-80 |
| Суммарная мощность (КВт) | 2 |
| Габариты (мм) | 2880х600х1400 |
| Двухсторонний шипорезный станок | FHH625 |
| Максимальная длина заготовки (мм) | 2500 |
| Минимальная длина заготовки (мм) | 400 |
| Скорость подачи (м/мин) | 10-60 |
| Мощность привода подачи (КВт) | 5,5 |
| Частота вращения шпинделей (об/мин) | 6000-8000 |
| Мощность вертикальных шпинделей | 6х6,5КВт |
| Мощность финишных шпинделей "Click" | 4х6,5КВт |
| Мощность двигателя регулировки ширины (КВт) | 1,5 |
| Диаметр шпинделей (мм) | 40 |
| Диаметр инструмента на шпинделях (мм) | 220-250 |
| Диаметр аспирационных патрубков (мм) | 120 |
| Суммарная мощность (КВт) | 92,6 |
4. Станок для упаковки ламината TS-200
Предназначен для полуавтоматической упаковки в термоусадочную ПЭ пленку готового ламината.

| Технические характеристики | |
| Максимальные размеры упаковки (мм) | 250х250х4000 |
| Температура нагрева воздуха в камере (град) | 150-170 |
| Используемая пленка | ПЭ термоусад. от 60 до 120 мкм |
| Суммарная мощность (КВт) | 12 |
| Габаритные размеры (мм) | 5000х1800х1000 |
| Масса станка (кг) | 250 |
Представляем Вашему вниманию проект "Производство ламината и деревообработка".
Бизнес-план разработан на основе фактических данных действующего предприятия.
В создании проекта принимали участие сотрудники высокой квалификации, с опытом работы в отрасли.
Бизнес-план соответствует международным и российским стандартам (UNIDO, TACIS, ЕБРР, МЭРТ РФ, Минфин, Минстрой, Минсельхоз) и достойно представит Ваш проект в российских и международных банках, а также государственных структурах всех уровней.
В случае необходимости, специалисты нашей компании в сжатые сроки внесут корректировки в финансовые расчеты и описательную часть проекта, с тем, чтобы обеспечить полное соответствие бизнес-плана Вашим параметрам.
Проект предоставляется в формате рабочих файлов, в которые можно самостоятельно или силами квалифицированных сотрудников вносить изменения: финансовой модели (на базе Excel) и файла Word (Powerpoint).
Основные параметры проекта:
Количественные показатели: Объем производства - 900 тыс. кв.м. в год
Объем инвестиций:- в долларах 3 500 000
- в евро 2 911 407
- в рублях 99 970 967
Срок окупаемости проекта, лет: 1,3
Основные параметры документа
- Количество страниц – 43
- Количество графиков – 17
- Количество таблиц – 19
1 РЕЗЮМЕ ПРОЕКТА
1.1 Цели и задачи проекта
Инициатор проекта: ХХХХХ. Инициатор планирует зарегистрировать компанию, которая впоследствии выкупит 100% долю уже действующего предприятия ООО "ХХХХХ", занимающегося лесопереработкой в г. ХХХХХ.
На предприятии планируется выпускать следующие виды продукции:
- ламинированный паркет;
- мебельный щит;
- брус;
- плинтуса, наличники, коробки и другие изделия.
Кроме этого, в рамках проекта планируется получать доход от продажи отходов лесопереработки (обрези, опилок, стружки).
Для достижения поставленных целей требуется решить следующие задачи:
- привлечение инвестиций;
- приобретение действующего предприятия;
- приобретение новой технологической линии и других машин и оборудования (развитие предприятия);
- запуск технологической линии, отлаживание бизнес-процессов.
1.2 Показатели проекта
Экономическая эффективность проекта была подтверждена путем расчета традиционных финансовых показателей, используемых в проектном анализе.
Горизонт расчета проекта – 60 месяцев (5 лет).
Таблица 1. Финансовые показатели проекта
| № | style="text-align:left;">Наименование показателя | Значение показателя |
|---|---|---|
| 1 | Горизонт расчета проекта, лет | 5 |
| 2 | Горизонт расчета проекта, мес. | 60 |
| 3 | Объем вложенного капитала в проект (LDC), долл. США | 3 500 000 |
| 4 | Объем выручки за период проекта (SP), долл. США | 33 235 316 |
| 5 | Чистая прибыль за период проекта, долл. США | 12 568 074 |
| 6 | Средняя рентабельность за период проекта | 37,8% |
| 7 | Ставка дисконтирования (DR), % | 8,5% |
| 8 | Чистый приведенный доход (NPV), долл. США | 9 327 463 |
| 9 | Средняя норма рентабельности инвестиций (ARR) | 71,8% |
| 10 | Рентабельность вложенного капитала | 359,1% |
| 11 | Индекс рентабельности (PI) | 3,66 |
| 12 | Внутренняя норма рентабельности (IRR) | 326,0% |
| 13 | Модифицированная вн. норма рентабельности (MIRR) | 263,2% |
| 14 | Срок окупаемости (PBP), мес. | 15 |
| 15 | Срок окупаемости (PBP), лет | 1,3 |
| 16 | Дисконтированный срок окупаемости (DPBP), мес. | 16 |
| 17 | Дисконтированный срок окупаемости (DPBP), лет | 1,3 |
1 РЕЗЮМЕ ПРОЕКТА
1.1 Цели и задачи проекта
1.2 Показатели проекта
2 ОПИСАНИЕ ПРОЕКТА
2.1 Общее описание проекта
2.2 Описание приобретаемого предприятия
Общее описание комбината
Ассортимент продукции
Используемые технологии
Оборудование комбината
2.3 Описание технологической линии по производству ламината
Общее описание
Продукция
Требования для размещения линии
Перечень оборудования
3 ОБЗОР РЫНКА ЛАМИНИРОВАННОГО ПАРКЕТА В РОССИИ
3.1 Основные цели и задачи исследования
Общие положения
Цели и задачи исследования
3.2 Виды паркета
3.3 Оценка объемов спроса
3.4 Импорт ламинированного паркета в Россию
3.5 Производство ламинированного паркета в России
Общий обзор
ХХХХ
ХХХХ
ХХХХ
3.6 Российские компании, занимающиеся продажей паркета
3.7 Основные производители ламинированного паркета за рубежом
4 ИНВЕСТИЦИОННЫЙ ПЛАН
5 ОРГАНИЗАЦИОННЫЙ ПЛАН
5.1 Управление реализацией проекта
5.2 Этапы реализации проекта
5.3 Текущее управление проектом
6 ПРОИЗВОДСТВЕННЫЙ ПЛАН
6.1 Продукция предприятия
6.2 Проектная мощность комбината
6.3 Структура готовой продукции и объемы переработки
7 КОММЕРЧЕСКИЙ ПЛАН
7.1 Виды получаемых доходов по проекту
7.2 Ценовая политика
7.3 Структура и объемы доходов
8 ФИНАНСОВЫЙ ПЛАН
8.1 Условия привлечения инвестиционных ресурсов
8.2 Доходы по проекту
8.3 Расходы по проекту
Постоянные затраты
Переменные затраты
Амортизация
Налоги
8.4 Финансовые показатели проекта
9 АНАЛИЗ РИСКОВ ПРОЕКТА
9.1 Факторы, влияющие на деятельность компании
9.2 Количественный анализ рисков
Анализ чувствительности
Выводы
10 ОПИСАНИЕ РАСЧЕТА
11 ПЕРЕЧЕНЬ РИСУНКОВ И ТАБЛИЦ
11.1 Перечень таблиц
11.2 Перечень рисунков
ПРИЛОЖЕНИЕ 1. ПЛАН ПРОДАЖ
ПРИЛОЖЕНИЕ 2. ФИНАНСОВЫЕ РЕЗУЛЬТАТЫ ПРОЕКТА
План движения денежных средств (Cash Flow, БДДС)
План прибыли и убытков (Statement of Earnings, Profit and Loss, БДР)
Прогнозный баланс (Balance, Statement of Financial Position)
Расчет окупаемости и показателей инвестиционного анализа
1 ПЕРЕЧЕНЬ РИСУНКОВ И ТАБЛИЦ
1.1 Перечень таблиц
Таблица 1. Финансовые и инвестиционные показатели проекта
Таблица 2. Инвестиционный бюджет
Таблица 3. Календарный и финансовый план
Таблица 4. Штатное расписание с окладами
Таблица 5. Производственная мощность комбината
Таблица 6. Производственный план
Таблица 7. Цены продажи продукции комбината
Таблица 8. Структура доходов по направлениям деятельности за период проекта
Таблица 9. План продаж
Таблица 10. График привлечения и выплат кредита
Таблица 11. Структура доходов по направлениям деятельности за период проекта
Таблица 12. Постоянные затраты
Таблица 13. Переменные затраты
Таблица 14. Налоги
Таблица 15. Анализ структуры затрат (по отношению к выручке)
Таблица 16. Показатели инвестиционного анализа по проекту
Таблица 17. Влияние изменения отдельных параметров на показатели эффективности проекта
Таблица 18. Анализ чувствительности проекта
1.2 Перечень рисунков
Рисунок 1. Прогноз динамики общего объема спроса на ламинированный паркет в РФ
Рисунок 2. Страна-производитель ламинированного паркета, ввезенного за 8 месяцев ХХХХ г., по данным таможенной статистики
Рисунок 3. Структура инвестиционных затрат
Рисунок 4. График финансирования инвестиционных затрат
Рисунок 5. Финансирование инвестиционных затрат нарастающим итогом
Рисунок 6. Организационная структура компании
Рисунок 7. Выход на проектную мощность (производство ламината)
Рисунок 8. Рост объемов производства ламината
Рисунок 9. Рост объемов выработки продукции
Рисунок 10. Динамика выручки от реализации и прямых затрат
Рисунок 11. Структура выручки
Рисунок 12. Структура постоянных затрат (к общему объему постоянных затрат)
Рисунок 13. Соотношение постоянных и переменных затрат
Рисунок 14. Структура налоговых выплат (за период проекта)
Рисунок 15. Структура затрат (по отношению к выручке от реализации)
Рисунок 16. Денежные потоки по проекту
Рисунок 17. Окупаемость проекта
На рынке отделочных материалов ламинат пользуется большой популярностью и особым спросом, составляя достойную конкуренцию разнообразным видам напольного покрытия, включая паркет и массивную половую доску. Он широко используется в жилых, офисных помещениях и отличается простотой укладки, эксплуатации и ухода, роскошным внешним видом, устойчивостью к механическим нагрузкам и деформации, идеальным дополнением любого интерьерного стиля, разнообразием цветовых решений.
Производство ламината началось в конце 70-х годов прошлого века в Швеции. Современная география его изготовления охватывает многие страны мира, включая Китай, Россию, Украину.
Современные производители предлагают отделочный материал с разнообразными текстурами, рисунками, фотопечатью с оригинальными изображениями. Фактура ламината отличается идеальной картиной достоверности, имитирующей поверхности натуральных материалов.
Но пальма первенства до сих пор принадлежит европейским компаниям, которые отличаются разработкой новинок, усовершенствованием оборудования для производства ламината и разработкой инновационных технологий. Качество напольного покрытия контролируется Ассоциацией европейских производителей ламинированных полов.
Состав ламинированного покрытия

Первые производители ламинированного покрытия предлагали доску из двух слоев.
На сегодняшний день она состоит из четырех слоев:
- Первый слой прозрачной прочной пленки из смолы выполняет надежную защиту от загрязнений, солнечного воздействия, мелких царапин, химических веществ. Дополнительно на поверхность может наноситься слой лака для придания блеска. Класс ламината определяется качеством исполнения первого слоя.
- Второй слой выполняет декоративную функцию и представляет собой бумагу, пропитанную смолами. Идеальная имитация фактуры древесины, камня, кожи, гранита, мрамора усложняет определение отличий между ламинатом и поверхностью натуральных материалов.
- Третий слой является основным и для его создания используется древесноволокнистая плита, плотность и качество которой определяет свойства, характеристики напольного покрытия. В основе ее изготовления лежит метод прессования древесного материала с клеем. Этот слой при производстве ламината является несущей частью покрытия.
- Четвертый слой предназначен для защиты напольного отделочного материала от деформации, воздействия влаги, паров, плесени, грибка и обеспечения повышенной жесткости, устойчивости. Он представляет собой картон, пропитанный смолами, парафином или меламиновую пленку большой плотности.
Основные этапы производства напольного покрытия
Производство ламинированного покрытия предусматривает выполнение нескольких этапов.

К основным из них относятся:
- изготовление древесноволокнистых плит с высокой плотностью;
- обработка листов напольного покрытия специальными составами;
- облицовка, каширование ламината;
- распиловка, фрезеровка и упаковка готовой продукции.
Изготовление древесноволокнистых плит
Древесноволокнистые плиты выполняют функцию несущих частей напольного покрытия. Их производство основано на проведении многих операций.
К ним относится:
- измельчение древесины без коры до получения мелкой щепы, служащей сырьем для производства ламината;
- промывка щепы для удаления загрязнений, песка, примесей;
- двухэтапное распаривание щепы паром при температуре 100°С и 175°С для получения материала одинаковой влажности и пластичности;
- измельчение в рафинере до нужной фракции сырья;
- добавление смол, парафина, вяжущих веществ, повышающих плотность плиты и снижающих влагопоглощение;
- сушка щепы в соответствии с технологией производства ламината;
- первичное прессование щепы для формирования поверхности плиты под давлением 300 МПа и температуре 300°С;
- прогревающее прессование материала при температуре 190°С под давлением от 40 МПа до 120 Мпа;
- выравнивание плиты до получения идеально ровной поверхности.

Изготовление древесноволокнистых плит является важнейшим этапом технологического процесса при производстве ламината.
Импрегнация или пропитка плит специальными составами
Подготовленные для дальнейшей обработки плиты, в соответствии с технологией производства ламината, проходят импрегнацию, основанную на пропитывании материала специальными составами.
Для верхнего слоя используются смолы с добавками, позволяющие обеспечить прочный слой после застывания и определяющие степень износоустойчивости, а также срок эксплуатации напольного покрытия. Иногда в состав добавляют частицы корунда, предназначенных для улучшения качественных характеристик отделочного материала.
Облицовочный этап
Облицовка, предусмотренная технологией производства ламинированных панелей, осуществляется двумя способами. Первый из них называют кашированием. Он основан на нанесении клея с отвердителем на верхние слои ламината и последующее их спрессовывание Процесс осуществляется при высоких значениях температуры и в нем могут участвовать поверхности покрытия, прошедшие и не прошедшие этап импрегнации.
Второй способ облицовки предусматривает спрессовывание всех ламинатных слоев без использования клея. Он предназначен для плит, пропитанных специальными составами.
Заключительный этап
На заключительном этапе производства ламината выполняется распиловка, фрезеровка напольного покрытия и вырезание элементов крепления на кромочной стороне доски. Иногда технологией производства ламинированного напольного покрытия предусматривается нанесение воска или парафина на кромочные стороны доски.

После прохождения всех этапов производства, материал упаковывается в полиэтиленовую пленку ручным или механизированным способом.



В технологии производства ламината есть ряд ключевых моментов, соблюдение норм и правил позволяет добиться результата за короткое время. Ламинат производят в виде тонких листов, их толщина 7–11 мм, размерами 1,0–1,4 м на 0,2 м. Изделия подлежат сборке путем последовательного присоединения с помощью шипов и пазов, предусмотренных по краям.
Популярностью пользуются и другие виды материалов для устройства пола: паркет, ковролин, линолеум, плитка. Но ламинированное покрытие остается лидером благодаря практичности и долговечности.
Объясняется это очевидными преимуществами ламината перед другими покрытиями:
- Его стоимость значительно ниже, чем у паркета, ковролина или плитки.
- Покрытие превосходит линолеум по влагостойкости, износоустойчивости и стойкости к истиранию.
- Огромный выбор фактур и цветов привлекает не только конечного потребителя, но и специалистов в области дизайна.
Классификация
Классы ламината выделяют коммерческие 31–34 и бытовые 21–23. Ламинированные покрытия домашнего использования служат не более пяти лет, поэтому все чаще и в быту применяют износостойкий и ударопрочный материал коммерческого назначения. Все они отличаются эксплуатационными свойствами и ценой.
Классификация покрытий утверждена директивой Евросоюза, образцы испытывают по следующим показателям:
- прочность;
- стойкость к истиранию;
- звукоизоляционные свойства;
- влагостойкость.
Чем выше класс, тем лучше перечисленные свойства ламината. Ламинированное покрытие 32 класса гарантированно прослужит 15–20 лет, а 31 класс – 10–15 лет. Кроме классов, существует такая маркировка, как АС. Обозначает она износостойкость покрытия и варьируется в пределах от 3 до 6.
Особенности 31 класса
Подобное изделие выбирают для напольных покрытий квартир. Стелить его лучше в помещениях, где они будут эксплуатироваться неинтенсивно.
Характерные показатели:
- толщина ламината от 6 до 8 мм;
- гладкость поверхности;
- необходимость подстилающего слоя при укладке.

Монтаж такого материала подходит для устройства основания в спальне или кабинете, где домочадцы проводят минимум времени.
Секреты 32 класса
Подобный вид ламината наиболее предпочтительный вариант для полов квартиры. Покрытие в жилом помещении прослужит около 15 лет, а для офиса срок службы втрое меньше. Особенности изделия:
- толщина составляет 7–12 мм;
- необходимо использовать подложку для этого класса;
- устойчивость к чистящим средствам;
- рельефное, противоскользящее покрытие;
- ударопрочный;
- присутствует слой воска для защиты стыков от жидкостей.
Следующие классы отличаются еще более высоким качеством. Важно понимать для каких целей требуется покрытие: это позволит не переплачивать за лишние свойства.
Техническая характеристика 33 класса
Для больших нагрузок стоит выбирать подобный ламинат: срок его эксплуатации составляет 20 лет, но есть и другие достоинства:
- Прочность, устойчивость к истиранию, воздействию температуры, солнца, влаги.
- Хорошая звукоизоляция позволяет отказаться от подложки.
- Подходит для помещений специального назначения, оснащенных множеством электроприборов благодаря антистатическим свойствам.
- Высококачественные замки для сборки.
Изделие подходит для офисных помещений, квартир многодетных семей, владельцев домашних животных.
Преимущества 34 класса
Стойкий и прочный вид, применяемый для общественных мест, особенно выгодный в помещениях спортивных залов. Иногда на этот класс дается пожизненная гарантия, толщина его составляет 10–12 мм.

Достоинства 43 класса
Это новинка на рынке строительных материалов, прекрасно показал себя в помещениях с повышенной эксплуатацией. Изготавливают ламинат лишь несколько производителей. Вместо ДВП для изготовления этого ламината используют поливинилхлорид (ПВХ). Преимущества и особенности:
- активно используется для кухни, балкона, ванной и бани;
- высока гибкость и прочность;
- производители гарантируют 25 лет службы покрытия.
Использование подложки перед укладкой этого покрытия не требуется.
Несмотря на длительный срок службы или высокий класс изделия, стоит бережно его эксплуатировать, перед уборкой хорошо отжимать тряпку. Если при настилке ламината невозможно установить панель из-за препятствия, то мастера спиливают замок или его часть для закрепления панели специальным клеем.
Оборудование для изготовления
Для производства ламината требуется несколько единиц техники, к основным машинам и механизмам мастера относят следующие агрегаты:
- многофункциональный распилочный станок;
- специальный горячий пресс;
- аппарат для фрезеровки;
- механический паковщик.




Кроме основного списка, есть дополнительные единицы техники: погрузчик, сушильная камера. Минимальный комплект технического оснащения обойдется в 1,5 миллиона рублей.
Технология производства и ее особенности
В Европе, в 80-х года XX века начали производить ламинированное напольное покрытие. Ламинат – упрощенный общепринятый вариант названия. Сейчас основная доля этого материала выпускается в Европе. Запуск производственной линии ламината осложнен особенностями сырья.
В структуре ламината выделяют 4 слоя, они делают изделие прочным и износостойким. Улучшения эксплуатационных характеристик добиваются за счет увеличения слоев, но основные 4 остаются неизменными:

- Оверлей или верхний слой служит для предохранения от механических последствий эксплуатации, химических воздействий, солнечного света.
- Декоративный слой – это специальная бумага или фольга для имитации разных структур дерева, плитки и прочих материалов.
- Средний слой ламината состоит из древесноволокнистой плиты и обладает хорошими прочностными показателями.
- Нижний слой выполнен из пропитанной смолами или парафинированной бумаги, она защищает материал от ударов, истирания и проникновения жидкостей.
Нижний слой иногда бывает изготовлен из пластика, суммарная толщина двух верхних слоев колеблется от 0,2 мм до 0,9 мм. Толщина нижнего слоя находится в диапазоне от 0,1 до 0,8 мм.
В технологии производства ламината выделяют пять стадий:
- Выполнение высокоплотных древесноволокнистых плит.
- Насыщение, пропитывание поверхности изделия – процесс, называемый импрегнацией.
- Облицовка заготовки.
- Распил.
- Фрезеровка.
- Фасовка.

Ламинированную плиту формируют из HDF плиты (высокоплотной ДВП). Есть несколько методов производства ламината:
- HPL – с помощью высокого давления.
- CPL – конвейерное производство.
- DPL – прямым прессованием.
- CML или RML – непрерывное прессование нескольких слоев.
- PDL – технология печати рисунка.
- ELESGO – метод высушивания поверхности электронного луча.
Различия методов производства ламината

При HPL технологии склеивают материалы холодным, теплым или горячим способом, этот процесс именуют кашированием. Склеивание с высокой температурой позволяет добиться высокого качества, поэтому часто используют горячее каширование.
Перед склеиванием поверхность очищают от пыли, после этого ровно наносят клей и отвердитель. Две детали пропускают через пресс, склеивая при температуре около двухсот градусов Цельсия. После склеивания оверлея с декоративным слоем приступают к соединению с помощью клея этой детали с основанием и нижним слоем.
Производство ламината по технологии CPL – это соединение основания с верхним слоем через прессование. Слои пропускают через вальцы при высокой температуре. Мастера склеивают несколько верхних слоев, а затем прессуют их к HDF плите.
Для DPL характерно отсутствие склеивания. Берут слои, прошедшие процесс импрегнации, прессуют при температуре двести градусов. Смола, содержащаяся в изделиях, плавится, склеивая их. После высыхания образуется монолитная плоскость верхнего слоя ламината.
При CML или RML методах для повышения прочности используют крафт-бумагу, такая добавка приводит к значительному удорожанию ламината.

Особенность PDL технологии декоративного рисунка, но располагают изображение на древесноволокнистой плите. Потребность в дополнительных слоях декора отпадает. Дальнейшее производство ведется по технологии DPL.
Верхний слой, состоящий из бумаги с изображением двух слоев оверлея, высушивают электронным лучом. Технология ELESGO предполагает применение акрилатных смол для предварительной импрегнации оверлея. После затвердения получается прочная эластичная пленка. Слои соединяют клеем под прессом и при высокой температуре.
Выгодно ли подобное производство?
Наладить производство ламината – дорогостоящее мероприятие, суммарные расходы превысят 800 тыс. долларов. Кроме основного производства, необходимо заниматься лесом и изготовлением щепы. Такое комплексное предприятие намного надежнее, но совокупность затрат остановит многих бизнесменов.
Видео: Производство ламината
Ламинает занимает лидирующие позиции среди многих видов облицовочных материалов. Это связано с его неоспоримыми преимуществами: безупречным внешним видом, прочностью, надежной эксплуатацией, легким монтажом. Износостойкость этого материала обеспечивается технологией производства, которая появилась еще в прошлом столетии. Дошедшая до сегодняшнего дня, она претерпела значительные изменения, однако сегодня используется только положительный опыт производителей. Из чего состоит ламинат и в чем же заключается процесс его изготовления?
Ламинированная доска состоит из четырех слоев. Верхний – представляет собой защитное покрытие из маламиновых и акриловых смол, оно необходимо для того, чтобы на панелях не оставались следы, царапины, истирания и продавливания в результате ходьбы. Следующим является декоративный. Именно от него зависит сочетаемость напольного покрытия с другими атрибутами мебели и интерьера. Третий слой, бесспорно, является основным в составе ламината , он отвечает за жесткость, прочность и другие характеристики продукта. Основа оснащена специальными замками для соединения панелей. Внизу располагается стабилизирующий слой, который нужен для защиты досок от деформации. Встречаются изделия с дополнительным пятым слоем, обычно такие панели обладают более высоким уровнем звукоизоляции.
Как производится материал?
 Основным компонентом производства ламинированных панелей, являются ДСП, МДФ и ХДФ плиты. На использовании этих материалов и основана любая технология производства ламината , на сегодняшний день применяются DPL, CPL, DPR, HPL методы. Однако в каждом случае процесс заключается в соединении всех слоев под действием высоких температур и давления.
Основным компонентом производства ламинированных панелей, являются ДСП, МДФ и ХДФ плиты. На использовании этих материалов и основана любая технология производства ламината , на сегодняшний день применяются DPL, CPL, DPR, HPL методы. Однако в каждом случае процесс заключается в соединении всех слоев под действием высоких температур и давления.
Самой распространенной считается DPL технология, именно ее используют 90 процентов зарубежных и отечественных предприятий. Мы уже знаем из чего сделан ламинат и что основным элементом в нем является древесноволокнистая плита. Ее шлифуют до тех пор, пока не создадутся нормальные условия для склеивания. Соединив все слои, плитку отправляют под пресс. Продолжительность спекания не превышает одной минуты, за это время происходит прочное склеивание слоев к основе и между собой. Дополнительную прочность изделию придает оксид алюминия, который добавляют в состав. Корунд, как его еще называют, существенно увеличивает износостойкость изделия и повышает в разы класс прочности.
Для изготовления панелей применяют высокотехнологичное оборудование. Специальная пресс-форма гарантирует качественное тиснение. Материал на выходе представляет собой монолитное изделие, которое очень тяжело разрушить. Для производства элементов различной структуры применяют специальную матрицу, которая расположена в прессе, при необходимости ее можно заменять.